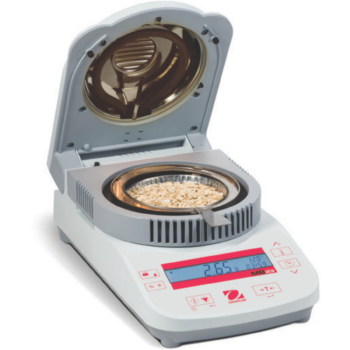
Scientists use moisture analysers (also known as moisture balances) across various industries to analyse the moisture content of different substances. These versatile devices play a crucial role in ensuring product quality, process efficiency, and compliance with industry standards.
Food Industry:

Quality Control: Moisture content significantly influences the quality and shelf life of food products. Moisture balances help food manufacturers ensure that their products meet the desired moisture specifications. This can help prevent issues like spoilage, texture changes, and microbial growth.
Recipe Optimisation: In recipe formulation, it is crucial to achieve the right moisture content. Therefore, moisture balances are used to aid in optimising formulations for baked goods, snacks, and confectionery.
Pharmaceuticals:
Drug Formulation: In pharmaceutical manufacturing, precise moisture control is essential for drug stability and efficacy. As a result, moisture balances are used to formulate drugs with the correct moisture content to maintain their therapeutic properties.
Quality Assurance: To prevent degradation and maintain compliance with regulatory standards it is vital that pharmaceutical products are free from excessive moisture.
Chemical Industry:
Material Processing: Many chemical processes involve the manipulation of moisture-sensitive substances. Moisture balances are used to monitor and control moisture levels during material processing, preventing undesirable chemical reactions or changes in physical properties.
Product Quality: Moisture content affects the quality of various chemical products. Industries such as petrochemicals, fertilizers, and polymers rely on moisture analysers to maintain product consistency.
Environmental Monitoring:
Soil Analysis: Agriculture and environmental sciences benefit from moisture balances in analysing soil moisture levels. This information aids in optimising irrigation practices and assessing soil health.
Climate Studies: Moisture content in the atmosphere is a crucial parameter in climate studies. In this situation, moisture analysers help researchers measure and monitor humidity levels. This contributes to weather predictions and climate research.
Paper and Pulp Industry:
Paper Quality: Moisture content is a critical factor in paper manufacturing. Manufacturers employ moisture balances to control moisture levels during the production process, ensuring the desired paper quality and preventing issues like curling or warping.
Plastics and Rubber Manufacturing:
Material Processing: Moisture can adversely affect the properties of plastics and rubber. Researchers might use moisture balances to monitor and control moisture levels in raw materials and final products. This is essential for ensuring product consistency and performance.
Textile Industry:
Fibre Processing: Moisture content influences the properties of textile fibres. Moisture analysers assist in controlling and optimizing moisture levels during various stages of fibre processing, such as spinning and weaving.
Moisture balances play a pivotal role in diverse industries, contributing to quality control, process optimisation, and regulatory compliance. As technology continues to advance, these analysers are likely to see further refinements and applications, making them indispensable tools for maintaining the quality and integrity of a wide range of products.